技術紹介
ロストワックス精密鋳造
ロストワックス精密鋳造とは
金型で製作した部品形状にワックス(ろう)を流し入れて模型を作ります。その模型を耐火材でコーティングした後、加熱してワックスを溶かします(脱ろう)。これを鋳型として、溶かした金属を流し鋳造する製法のことを「ロストワックス製法」と言います。
複雑な形状や、精密さを求める製品の製作が可能です。
製法の特徴
1. 素材となる金属の多様性
ロストワックス製法は、流し込む金属に制限がありません。硬度の高いものや、ねばりのあるものなど、機械加工が難しい材質でも容易に製作できます。機械加工と比較して、端面形状、薄肉など、設計的な自由度が向上します。
使用可能な主な材質
- 耐熱合金
- ステンレス鋼
- 炭素鋼
- アルミニウム合金
2. 高い寸法精度
砂型鋳造と比較し、寸法精度の高い素材を提供できます。寸法精度が高いため、機械加工の工数および取り代量を削減でき、コストパフォーマンスが高いことが特徴です。
寸法公差
| 一般公差 | 0~25mm | ±0.25mm |
|---|---|---|
| 25~50mm | ±0.4mm | |
| 50~100mm | ±0.8mm | |
| 100mm以上 | ±1% | |
| 角度公差 | ±1° | |
平面度と真直度公差
| 一般公差 | 0~25mm | ±0.2mm |
|---|---|---|
| 25~50mm | ±0.4mm | |
| 50~100mm | ±0.6mm | |
| 100mm以上 | ±0.8mm |
3. 様々な大きさに対応
10×10×10mmの小さいものから、500×500×500mm(重さ約60kg)まで様々なサイズに対応可能です。特に、製作がしやすいものは、300×300×300mm(重さ約10~30kg)以下です。
製作可能なサイズは、お気軽にご相談ください。
製造工程
-
金型作成
ワックス模型を作成するための金型を作成します。
-
ワックス模型作成
金型を使用し射出成型にてワックス模型を作成します。

-
ワックス組立
ワックス模型を鋳造方案に従い組立ます。
組み立てたものはツリーと呼ばれます。
-
鋳型製作
ツリーをスラリー(セラミックを含んだ液体)に浸漬し、液切りした後、乾燥する前にセラミックの砂をふりかけます。この作業を繰り返すことにより、セラミックを積層し、鋳型を製作します。

-
脱ろう
鋳型を圧力釜に入れ、中のワックスのみを溶かし出します。
-
鋳型焼成
焼結させ強度を上げるために鋳型を焼成します。
-
鋳造
溶かした金属を鋳型に流し込みます。

-
型バラシ
鋳型を除去します。
-
切断
ツリーから製品を切断します。

-
仕上げ
切断面をベルトで仕上げします。

-
検査
製品のキズや歪みを検査し、修正します。

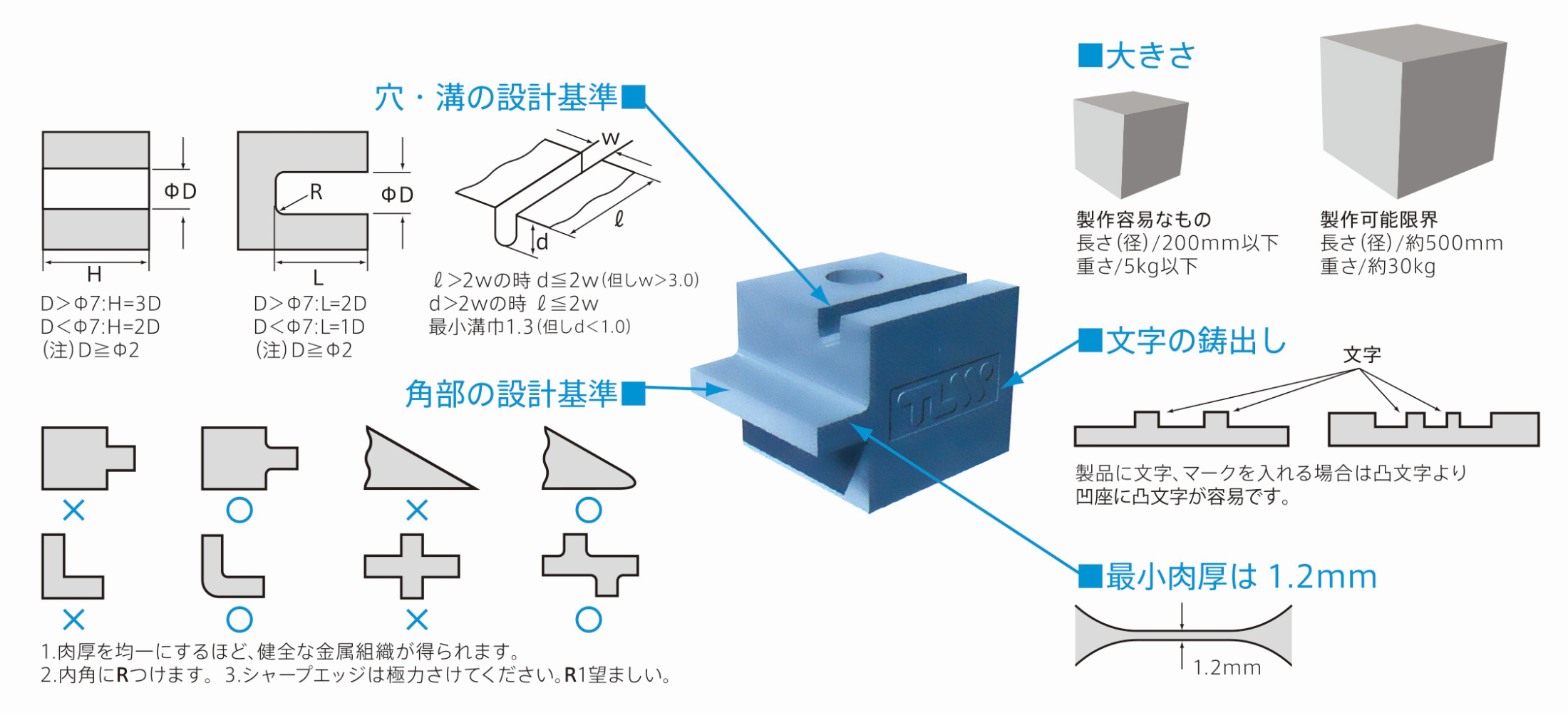
設計基準
ロストワックスに適した形状
取扱材質
取扱材質の一覧は下記ページよりご確認ください。
取扱材質